




芯片资讯
热点资讯
- NVIDIA GPU A800在浮点运算性能上表现如何,特别是在单精度和双精度计算上?
- 英伟达GPU芯片的内存带宽和容量如何影响其图形处理和计算能力
- 2025年端午节放假安排
- NVIDIA GPU A800在图形渲染和可视化方面有哪些优化和增强?
- NVIDIA GPU H100的散热设计是怎样的?它如何确保在高负载运行时的稳定性和可靠性?
- NVIDIA GPU H200在性价比方面表现如何?与其他竞品相比,它有哪些竞争优势?
- NVIDIA的主要产品线有哪些
- DNS的各种玩法:程序编译到进程的过程解析
- Quadro P系列显卡是否支持ECC(错误检测和纠正)内存?这对于确保图形数据的准确性有多重要?
- 亿配芯城接入DEEPSEEK AI 大模型,让芯片采购更灵活
- 发布日期:2024-01-08 06:58 点击次数:202
二、丝网印刷
1.网版制作
要正确选用丝网、网框、感光材料等。丝网控制油墨的流动性、印制厚度和决定网版的耐用 性。一般要选用高张力、单丝、平织聚酯涤纶丝网或不锈钢丝网。
此外,要对新的丝网进行粗 化及脱脂处理,这样可以保证网版 质量及延长丝网使用寿命。网框一般选用高张力铝质网框,质量比较理想,要注意绷网张力的调节控制。绷好网的网框应在绷网机上停留48h以上。
合理控制网版张力主要应该注意:
(1) 网版厚度的一致性、曝光的均匀性、网版的耐用性。
(2) 准确调整控制印刷过程当 中的网距,定位、尺寸的稳定性, 调整刮刀的压力,刮刀运行的速 度,注意油墨的流动性,耗墨量, 能耗。
(3) 注意控制影响张力的因素,合理选择绷网设备及绷网方法,印版感光材料常用的有重氮感 光剂、感光膜片等。
在丝网印刷网版制作中普遍 采用的是重氮型感光乳剂。感光膜片具有膜层厚度均匀可控、高解 像力、高清晰度、耐磨、与丝网有强附着性等特点,在印制板的字符印刷中得到了广泛的应用。要注意掌握涂布感光膜的厚度, 一般印刷阻焊膜以25~30μm为佳,印制导 线、字符以15~20μm为宜。
2.抗蚀膜的印刷
把设计好的电路图案印刷在 层压板上形成抗蚀膜,是通过丝网印刷来完成的。抗蚀膜的丝网印刷有两种情况:
(1) 是用抗蚀墨印制电路部分,即将抗蚀墨印在需要保留铜箔的部分,这样在腐蚀时,线路部分被保留下来,形成导电的线路。
(2) 不用抗蚀油墨印制电路,相反的要印制电路以外的部分,即要使印制电路以外的部分具有耐腐蚀性能。安装元件的时候再电镀焊锡,双面的、多层的电路板几乎都是使用这种方法印成的。
电镀时要使用焊锡或金,电镀焊锡要用氟硼化铜电镀液,焊锡中的锡与铅的比例为3∶2,镀金时使用的是弱酸溶液。电镀抗蚀墨膜必须能经受电镀的前处理液和电镀液的浸蚀,并且最后必须能简单地剥除。
电镀线路时,应先用铜镀成一定厚度然后再在其上面镀焊锡。电镀的厚度:铜为30μm,焊锡为10μm,镍的底层电镀为7μm,金的电镀为25μm。电镀完成后再将抗蚀膜剥去,其方法是用油墨清除剂及软毛刷清除。
抗蚀油墨俗称碱溶性油墨,丝网印制电路导电图形后能耐三氯化铁、酸性氯化铜等酸性蚀刻液的蚀刻。单面铜箔层压板经下斜、刷光、清洗干燥后必须立即进入丝网印刷抗蚀油墨工序,丝网印刷前抗蚀油墨要搅拌均匀, 一般不使用稀 释剂。
网印刮板选用聚氨酯橡胶型,厚度为8mm,邵氏硬度为7左右,刮板的形状选用直角,刮板与 丝网的角度为50~60°,而丝网与承印物的静态距3~5mm,无论采用网印机还是手工操作,都要适当 控制抗蚀油墨干燥后的成膜厚度。 如果成膜过厚会造成导电图形扩 张,影响精度;成膜过薄会形成砂眼针孔增加修版工作量。
丝网印刷后采用远红外烘道干燥2min即可,而用自然干燥方 式在25~30时,需4h或更长一些 时间,成膜铅笔硬度要达到2H, 干燥后的电路板即可进入蚀刻工序,蚀刻完毕后用1~2%NaOH稀碱液喷淋去膜。
抗蚀油墨也可自己配制, 其配方如下:松香(工业级) 0.8~1kg、墨绿或深蓝胶版油墨 200g、立德粉(32目)3kg、松节 油(工业级)1000~1200mL、硬 脂酸(工业级)32g。配制时先将 松香和硬脂酸一起加热熔化,熔化后必须离开加热器再缓缓加入松节 油,边倒边搅拌,勿使松香重新凝 固,然后加入油墨使其溶解,最后 加入立德粉充分搅拌或碾压均匀即 可。配制时,立德粉的目数一定要 严格选用。加热不要采用水浴法以 免水蒸气进入印料使其结团。
3.阻焊膜印刷
蚀刻后经清洁处理的印制电 路板应立即进行阻焊膜的网印,其 方法将阻焊油墨涂布到印制板上, 但对于不同的网印机,其工艺参数有所差异。 一般来说,印刷速度控制在100~150mm/s,网印气压 4.0~6.0kg/cm2 ,刮刀硬度65°, 刮刀角度65~70°,刮刀次数1~2 次/面,网距4~8mm。在开始网印前需清洁网印机外壳和工作台面。 印第1块板前需用胶辊清洁网面, 并用白纸试印数次。 一般每工作 2h,电子元器件采购网需再清洁台面一次。正式网印前,需进行试印板,并检查印 板质量(印油均匀、厚薄一致、 没有过油不好或油入孔现象、无 垃圾灰尘等),网印好的板,需间隔放上板架,10~15min后方可 入烘炉预烘。

阻焊油墨分光固型和热固型两个类型,每个类又可分为单组分和双组分两种。
(1)光固型阻焊油墨:光固型阻焊油墨又称紫外线固化油墨, 其网印工艺条件与抗蚀印料基本相 同。阻焊膜的厚度应适当,铅笔硬度应达6~7H。如果膜面发粘说明 固化时间不足或膜层过厚,可适当 延长固化时间。
(2)热固型阻焊油墨:热固型阻焊油墨国外都是单组分的, 国内使用的材料一般多为双组分 的,使用时以100∶5的质量比将 阻焊油墨和固化剂混合并充分搅 拌,再静止30~45min脱泡熟化 后即可使用。混合后的阻焊墨使 用期为7天,固化条件为120± 5℃,10min。如采用远红外烘道 3~5min即可固化成膜。
相比而言,阻焊油墨中单组 分光固型阻焊油墨有较多优点,如 无溶剂,挥发性小;毒性低,能改 善生产操作环境;干燥速度快,适应自动或半自动流水线作业。最大 的优点是固化温度低,对层压板不产生热反应,不会使基板尺寸改变和造成翘曲现象。
热固型阻焊油墨对基板的附 着力和耐热性能优于光固型,故光固型阻焊油墨对印刷电路基板的印 前清洁处理的要求,相对来说要严格一些。
4.抗电镀油墨印刷
抗电镀油墨与抗蚀刻油墨一样,也是液型稀碱溶解的油墨,主要用于双面或多层印制板外层线路 图形的制作。它的功能是网印负性线路图形,在图形电镀时阻金属离子在其上面形成电镀层,它也可作为抗蚀刻油墨使用。
抗电镀油墨主要分为热固型、光固型和液态感光型。 热固型油墨膜层的干燥温度为 80~100℃,干燥时间8~10min, 干燥后的膜层铅笔硬度约为2H, 能耐电镀铜、锡铅合金、镍、金镀 液并耐酸性或碱性蚀刻液,适宜线 宽和间距0.25mm以上的线路板。 光固型油墨具有网印性能好、涂层较厚等优点,网印平均水平能达到线宽和间距0.2mm,这是热固型油墨很难达到的,但由于光固型油 墨存在固化程度较难掌握并且去墨不方便等缺陷,使光固型油墨难以 广泛使用。
液态感光型抗电镀油墨是为 解决精细导线图制作而研制的 一 种油墨(俗称湿膜),它克服了 热固型油墨和干膜生产工艺中的一些难题,适合细导线和超细导线的生产,最细线宽可在2.54mm 为中心的两焊盘之间形成4根 (0.075mm)导线,也可用于多层板内层精细导线的制作时作为抗 蚀刻油墨使用。
5.酸性油墨印刷
酸性油墨有普通酸性油墨和 可溶于碱的酸性油墨。普通酸性油 墨的特点是有一定的耐碱性,由于除去时要使用有机溶媒,所以操作时要特别注意。其主要易出现的问题是油墨易剥落、重叠时会产生粘连现象、除去油墨较困难。解决 的方法是不要使前处理面氧化,机 械研磨时,不要使用含树脂的研磨 剂;基板冷却后再堆放;加快腐蚀 速度。
可溶于碱的酸性油墨的特点 是电镀不用碱时有效,可用碱除去油墨,它主要用于三氯化铁的腐 蚀。使用中易出现的问题是出现针 孔、锯齿、去除油墨困难和易产生 碱液污染等。
解决这些问题的主要方法是 避免油墨干使用,因过干时易出现针孔,此时可加稀释剂稀释油墨或 改用网孔较大的丝网;腐蚀后迅速 用碱液处理,加热碱液,加大喷洗液压;用40~50%强碱液,洗版时 再配成10%左右的洗版液。
6.电路板网印定位方法
电路板网印中定位方法正确、合理与否将直接影响网印质量。为保证每次网印的精度,就必 须采用严格定位方法,目前广泛使 用的是内侧定位法,如图所示。
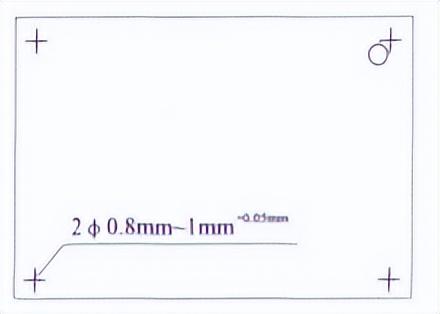
内侧定位法就是在印制电路 板外形机加工线内侧的左下方和右 上方的对角线上选择两点为工艺 定位孔。要求两点的间距尽可能大 一些,且不影响线路的电气性能 和外观,两孔的孔径一般控制在 0.8~1.0mm。内侧定位法无论对 机械操作或手工网印都适用,第一 次网印抗蚀油墨时把两个工艺孔和 电路图形一道印出来,蚀刻好以 后,采用双头台钻一次钻成。如果 采用单头钻床,操作孔位要准确, 以免造成两孔距离超差,致使定 位不准。在网印阻焊油墨及正、反 面标记油墨时,都以这两个工艺孔 定位。在对印制电路板进行机加工时,如冲孔落料,也应以这两个工 艺孔定位。